

ວິທີແກ້ໄຂທາງວິຊາການເພື່ອແກ້ໄຂຄວາມໄວການບີບອັດທີ່ບໍ່ສົມດຸນຂອງສາຍການດຶງຂໍ້ມູນພາດສະຕິກສີ່ສາຍ
ວິທີແກ້ໄຂທາງວິຊາການເພື່ອແກ້ໄຂຄວາມໄວການບີບອັດທີ່ບໍ່ສົມດຸນຂອງສາຍການດຶງຂໍ້ມູນພາດສະຕິກສີ່ສາຍ
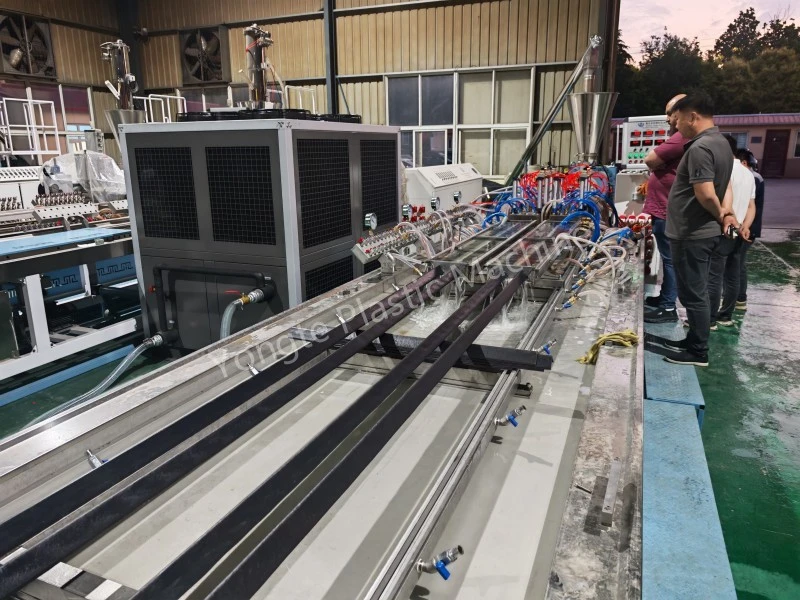
ໃນຂະບວນການຜະລິດ extrusion profile ພາດສະຕິກສີ່ຮູ, ຄວາມໄວ extrusion ບໍ່ສົມດູນລະຫວ່າງສີ່ຢູ່ຕາມໂກນແມ່ນບັນຫາດ້ານວິຊາການທົ່ວໄປ. ບັນຫານີ້ໂດຍກົງຈະເຮັດໃຫ້ເກີດຄວາມຖືກຕ້ອງຂອງມິຕິມິຕິຂອງຜະລິດຕະພັນທີ່ບໍ່ສອດຄ່ອງ, ຄວາມຫນາຂອງກໍາແພງບໍ່ສະເຫມີກັນ, ໂປໄຟທີ່ມີຂໍ້ບົກພ່ອງ, ແລະຜົນຜະລິດທີ່ຫຼຸດລົງ, ຈໍາກັດຄວາມຫມັ້ນຄົງແລະປະສິດທິພາບຂອງການຜະລິດຈໍານວນຫລາຍ. ໂດຍອີງໃສ່ວັດສະດຸການຜະລິດຕົວຈິງແລະຂໍ້ມູນຈໍາເພາະຂອງຜະລິດຕະພັນຂອງລູກຄ້າ, ທີມງານວິສະວະກໍາ Yongte ໄດ້ພັດທະນາເປັນມືອາຊີບ optimized ຕາຍແລະສະຫນັບສະຫນູນໂຄງການການອອກແບບລະບົບເພື່ອແກ້ໄຂບັນຫາຂອງຄວາມໄວໃນການເຮັດວຽກທີ່ບໍ່ສອດຄ່ອງຂອງສີ່ຢູ່ຕາມໂກນ, realizing ຄວາມແມ່ນຍໍາສູງ, ຄວາມຫມັ້ນຄົງແລະ synchronous ການຜະລິດເສັ້ນ extrusion ສີ່ຢູ່ຕາມໂກນ.
1. ຄວາມເປັນມາຂອງບັນຫາດ້ານວິຊາການ
Traditional integrated four-cavity extrusion dies adopt an integral heating and flow control structure. ໄດ້ຮັບຜົນກະທົບຈາກປັດໃຈຕ່າງໆເຊັ່ນການແຜ່ກະຈາຍການໄຫຼລະລາຍທີ່ບໍ່ສະຫມໍ່າສະເຫມີ, ການເຫນັງຕີງຂອງອຸນຫະພູມຂອງພື້ນທີ່ທ້ອງຖິ່ນ, ແລະຄວາມຜິດພາດການປະກອບການປະມວນຜົນ, ຄວາມໄວ extrusion ຂອງສີ່ຢູ່ຕາມໂກນແມ່ນມີຄວາມສ່ຽງທີ່ຈະບໍ່ສອດຄ່ອງລະຫວ່າງການຜະລິດຢ່າງຕໍ່ເນື່ອງ. ຄວາມຜັນຜວນຄວາມໄວລະຫວ່າງຝາອັດປາກມົດລູກຈະເຮັດໃຫ້ເກີດຄວາມແຕກຕ່າງໃນຄວາມໄວການສ້າງໂປຣໄຟລ໌ແລະການຫົດຕົວຂອງຄວາມເຢັນ, ສົ່ງຜົນໃຫ້ມີຂໍ້ບົກພ່ອງດ້ານຄຸນນະພາບຂອງຊຸດເຊັ່ນ: warping, deformation, out-of-tolerance, ແລະຄວາມຮາບພຽງຢູ່ດ້ານຂອງຜະລິດຕະພັນສໍາເລັດຮູບ, ເຊິ່ງບໍ່ສາມາດຕອບສະຫນອງຄວາມຕ້ອງການການຜະລິດມາດຕະຖານສູງຂອງໂປຼໄຟລ໌ພາດສະຕິກ.
2. ໂຄງການອອກແບບທີ່ດີທີ່ສຸດທີ່ເປັນມືອາຊີບ
ສົມທົບກັບຄຸນລັກສະນະວັດຖຸດິບຂອງລູກຄ້າ, ຕົວກໍານົດການໂຄງສ້າງຜະລິດຕະພັນແລະເງື່ອນໄຂການຜະລິດຢູ່ໃນບ່ອນ, ວິສະວະກອນ Yongte ໄດ້ປະຕິບັດການອອກແບບທີ່ກໍາຫນົດເອງເປົ້າຫມາຍສໍາລັບໂຄງສ້າງການເສຍຊີວິດ, ການຄວບຄຸມການໄຫຼ, ການຕັດ traction ແລະລະບົບລໍາລຽງເສີມ, ມີວິທີແກ້ໄຂດ້ານວິຊາການລະອຽດດັ່ງຕໍ່ໄປນີ້:
2.1 Dual Die ໂຄງສ້າງຮ່າງກາຍທີ່ມີການຄວບຄຸມອຸນຫະພູມເອກະລາດ
ຮ່າງກາຍຕາຍສີ່ຄາບດຽວຂອງຕົ້ນສະບັບແມ່ນເຫມາະເປັນໂຄງສ້າງຮ່າງກາຍຕາຍສອງເອກະລາດ, with each die body equipped with two extrusion cavities. The two sets of die bodies are completely independent in structural design and temperature control system. ແຕ່ລະຕົວຕາຍໄດ້ຖືກຕັ້ງຄ່າດ້ວຍໂມດູນຄວາມຮ້ອນເອກະລາດແລະຫນ່ວຍຄວບຄຸມອຸນຫະພູມ, ເຊິ່ງສາມາດຮັບຮູ້ການປັບອຸນຫະພູມທີ່ຊັດເຈນແຍກຕ່າງຫາກແລະການຄວບຄຸມອຸນຫະພູມຄົງທີ່. ການອອກແບບນີ້ແກ້ໄຂບັນຫາການລະລາຍທີ່ບໍ່ສອດຄ່ອງກັນຢ່າງມີປະສິດທິພາບທີ່ເກີດຈາກການເຫນັງຕີງຂອງອຸນຫະພູມຂອງຕົວຕາຍ, ສະຖຽນລະພາບການລະລາຍຂອງພາດສະຕິກຂອງແຕ່ລະຊ່ອງຈາກແຫຼ່ງ, ແລະລົບລ້າງສາເຫດພື້ນຖານຂອງຄວາມແຕກຕ່າງຂອງຄວາມໄວລະຫວ່າງຮ່າງກາຍທີ່ແຕກຕ່າງກັນ.

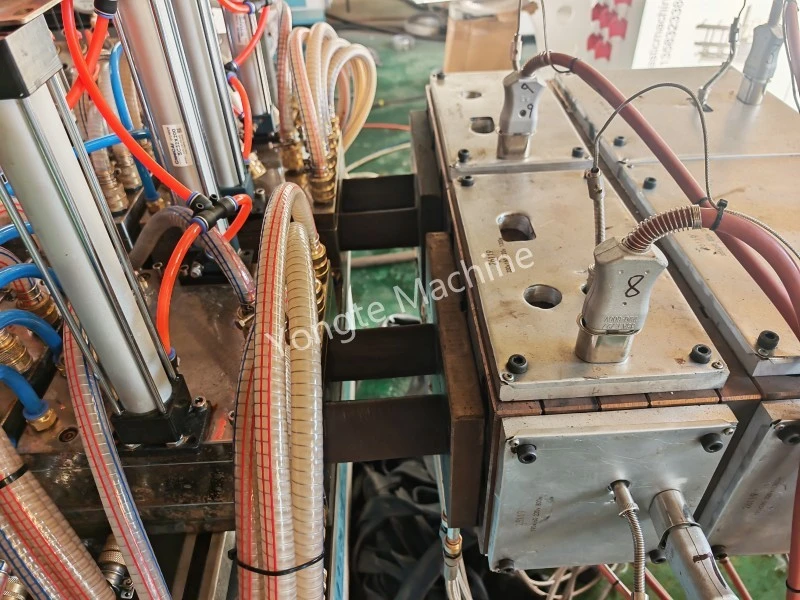
2.2 ກົນໄກການປັບການໄຫຼແບບເອກະລາດສໍາລັບຮ່າງກາຍຕາຍດຽວ
Each independent die body is equipped with a special flow adjustment nut device. ສໍາລັບການບິດເບືອນຄວາມໄວຂອງສອງຢູ່ຕາມໂກນພາຍໃນຕົວຕາຍດຽວດຽວກັນທີ່ເກີດຈາກຄວາມແຕກຕ່າງການໄຫຼຂະຫນາດນ້ອຍແລະຄວາມຜິດພາດການປະກອບ, ການປັບຕົວແບບອອນໄລນ໌ສາມາດຮັບຮູ້ໄດ້ໂດຍຜ່ານຫມາກແຫ້ງເປືອກແຂງປັບການໄຫຼ. ໂດຍການປັບການໄຫຼເຂົ້າຂອງອາຫານທີ່ລະລາຍຂອງຊ່ອງຄອດດຽວຢ່າງແນ່ນອນ, ຄວາມໄວການບີບອັດຂອງສອງຊ່ອງຄອດຢູ່ໃນຕົວຕາຍດຽວກັນສາມາດຖືກເກັບຮັກສາໄວ້ synchronous ຫມົດ, ຮັບຮູ້ການປັບລະດັບຈຸນລະພາກຂອງຄວາມໄວຢູ່ຕາມໂກນແລະຮັບປະກັນຄວາມເປັນເອກະພາບຂອງຜົນຜະລິດ extrusion ແລະຄວາມໄວຂອງແຕ່ລະຢູ່ຕາມໂກນໃນກຸ່ມດຽວກັນ.
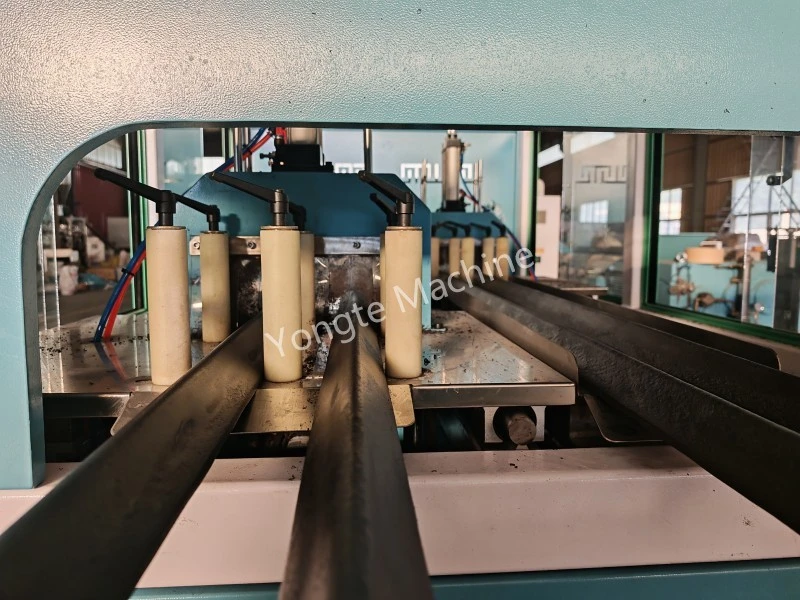
2.3 Dual Independent Traction Speed Control System
A dual sets of independent traction systems are configured to match the dual die body and double-group cavity layout. ແຕກຕ່າງຈາກຮູບແບບ traction ດຽວແບບດັ້ງເດີມຂັບລົດສີ່ຢູ່ຕາມໂກນພ້ອມໆກັນ, ສອງຊຸດຂອງອຸປະກອນ traction ເຮັດວຽກເປັນເອກະລາດກັບໂຄງການຄວບຄຸມຄວາມໄວແຍກຕ່າງຫາກ. ລະບົບສາມາດປັບຄວາມໄວ traction ເປັນອິດສະຫຼະຂອງສອງກຸ່ມຂອງ profile ສອງຊ່ອງຕາມການຄວາມໄວ extrusion ຕົວຈິງຂອງທັງສອງຕາຍ, realizing dynamic matching ຂອງ extrusion speed ແລະ traction speed, ຫຼີກເວັ້ນການ stretching profile, shrinkage ແລະຂະຫນາດ deviation ທີ່ເກີດຈາກ traction asynchronous, ແລະເພີ່ມເຕີມຮັບປະກັນຄວາມສອດຄ່ອງຂອງຄວາມໄວໂດຍລວມຂອງສີ່ຢູ່ຕາມໂກນ.

2.4 ລະບົບຕັດຄວາມຍາວຄົງທີ່ແບບເອກະລາດ
ທີ່ສອດຄ້ອງກັນກັບໂຄງປະກອບການ extrusion ແລະ traction ກຸ່ມຄູ່, ສອງຊຸດຂອງລະບົບຕັດເອກະລາດແມ່ນອຸປະກອນສໍາລັບການດໍາເນີນງານການຕັດຄວາມຍາວຄົງທີ່ແຍກຕ່າງຫາກ. Each cutting system independently tracks and matches the running speed and feeding stroke of the corresponding group of profiles. ຮູບແບບການຄວບຄຸມການຕັດເອກະລາດລົບລ້າງຄວາມຜິດພາດຂອງການຕັດແລະຄວາມສອດຄ່ອງຂອງຄວາມຍາວທີ່ເກີດຈາກການຕັດເອກະພາບຂອງໂປຣໄຟລ໌ທີ່ມີຄວາມແຕກຕ່າງຂອງຄວາມໄວເລັກນ້ອຍ, ຮັບປະກັນຄວາມຖືກຕ້ອງຂອງການຕັດຄວາມຍາວຄົງທີ່ຂອງແຕ່ລະ profile ຢູ່ຕາມໂກນ, ແລະປັບປຸງອັດຕາຄຸນສົມບັດຂອງຜະລິດຕະພັນ.
2.5 ການຈັບຄູ່ລະບົບລໍາລຽງອັດຕະໂນມັດແລະການວາງຊ້ອນກັນ
Two sets of independent conveying and stacking racks are configured, which are precisely matched with the dual cutting systems. ຫຼັງຈາກສໍາເລັດຂອງການຕັດຄວາມຍາວຄົງທີ່ໂດຍອຸປະກອນການຕັດ, ອຸປະກອນ conveying ແລະ stacking ອັດຕະໂນມັດສໍາເລັດການຮັບວັດສະດຸ, conveying ແລະ stacking ການເຮັດວຽກຂອງກຸ່ມທີ່ສອດຄ້ອງກັນຂອງໂປຣໄຟລ໌. ການດໍາເນີນງານ synchronous ແລະເປັນເອກະລາດຂອງລະບົບ conveying ຫຼີກເວັ້ນການສະສົມວັດສະດຸ, extrusion ແລະ conveying ສັບສົນທີ່ເກີດຈາກຄວາມໄວ asynchronous ຂອງໂປຣໄຟລ໌ຢູ່ຕາມໂກນທີ່ແຕກຕ່າງກັນ, ຮັບປະກັນການດໍາເນີນງານກ້ຽງແລະຢ່າງຕໍ່ເນື່ອງຂອງສາຍການຜະລິດທັງຫມົດ, ແລະຮັບຮູ້ການຜະລິດອັດຕະໂນມັດແລະເປັນລະບຽບ.

3. ຂໍ້ໄດ້ປຽບດ້ານວິຊາການແລະຜົນກະທົບການຜະລິດ
ໂດຍຜ່ານການອອກແບບທີ່ກໍາຫນົດເອງເປັນລະບົບຂ້າງເທິງ, ບັນຫາຂອງຄວາມໄວ extrusion ສີ່ຊ່ອງບໍ່ສອດຄ່ອງໃນການຜະລິດ profile ພາດສະຕິກໄດ້ຖືກແກ້ໄຂຢ່າງສົມບູນ. ການຄວບຄຸມອຸນຫະພູມແບບອິດສະລະແບບ dual-die + ການປັບລະດັບການໄຫຼເຂົ້າກຸ່ມດຽວ + ລະບົບ traction ເອກະລາດຄູ່ແລະການຕັດປະກອບເປັນລະບົບການປັບຄວາມໄວການເຊື່ອມຕໍ່ເຕັມແລະລະບົບຄວບຄຸມ synchronous. ໂຄງການດັ່ງຕໍ່ໄປນີ້ມີຄວາມໄດ້ປຽບທີ່ສໍາຄັນ: ທໍາອິດ, ມັນຮູ້ຈັກການຄວບຄຸມແຫຼ່ງຂອງການໄຫຼ melt ແລະອຸນຫະພູມ, ແລະລົບລ້າງຄວາມແຕກຕ່າງຄວາມໄວເບື້ອງຕົ້ນຂອງ extrusion; second, it realizes dynamic fine adjustment of speed in the production process to ensure long-term synchronous operation of four cavities; third, the matching automated auxiliary system improves production stability and consistency of finished products.
ຫຼັງຈາກການຢັ້ງຢືນການຜະລິດຢູ່ໃນສະຖານທີ່, ການອອກແບບທີ່ດີທີ່ສຸດນີ້ຊ່ວຍຫຼຸດຜ່ອນຄວາມທົນທານຂອງມິຕິແລະອັດຕາຂໍ້ບົກພ່ອງຂອງໂປໄຟສີ່ຮູ, ປັບປຸງຄວາມຫມັ້ນຄົງຂອງການຜະລິດໂດຍລວມແລະປະສິດທິພາບການຜະລິດຂອງສາຍ extrusion, ແລະເຫມາະສົມສໍາລັບໄລຍະຍາວແລະປະລິມານການຜະລິດມາດຕະຖານການຜະລິດພາດສະຕິກຕ່າງໆ.

ຂ່າວທີ່ກ່ຽວຂ້ອງ
- 4 Cavity Plastic Profile ສາຍການຜະລິດສົ່ງໄປປະເທດຈໍແດນຫຼັງຈາກຄະນະກໍາມະສົບຜົນສໍາເລັດ
- ວິທີແກ້ໄຂເປັນມືອາຊີບສໍາລັບການເປັນສີເຫຼືອງ, streaks ແລະ Brittleness Cracking ຂອງຫນ້າດິນປະຕູໄມ້-ພາດສະຕິກ Composite
- 4 Cavity Recycled Profile Extrusion Machine ສາມາດບັນລຸຄວາມໄວສູງສຸດ 8 ແມັດ/ນາທີ
- ການແກ້ໄຂສໍາລັບບັນຫາການຜະລິດ WPC Extruder
- ວັດສະດຸໃດທີ່ສາມາດຖືກນໍາໃຊ້ໃນເຄື່ອງ Yongte WPC?
- ສາຍການຜະລິດສິ່ງທໍລີໄຊເຄີນສິ່ງເສດເຫຼືອໄດ້ຮັບການທົດສອບສົບຜົນສໍາເລັດ
ຝາກຂໍ້ຄວາມໃຫ້ຂ້ອຍ











