

ວິທີການປັບປຸງຄວາມໄວການຜະລິດຂອງ WPC Decking Extrusion Line?
ການເພີ່ມປະສິດທິພາບຄວາມໄວການຜະລິດສໍາລັບ WPC Decking Extrusion Lines: ຄູ່ມືທີ່ສົມບູນແບບ
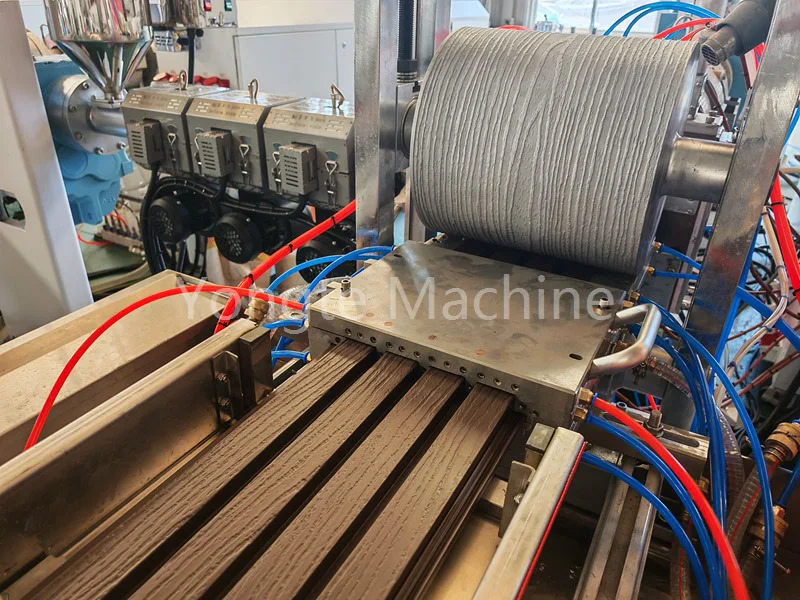
Yongte ເປັນຜູ້ຜະລິດມືອາຊີບສໍາລັບຄວາມໄວສູງWPC decking ສາຍ extrusion ມີຄວາມສາມາດສູງເພື່ອເຮັດໃຫ້ຜະລິດຕະພັນ decking WPC ທີ່ມີຄຸນນະພາບສູງ. ເພື່ອເພີ່ມຄວາມໄວການຜະລິດໃນWPC decking ສາຍ extrusions, ຍຸດທະສາດຫຼັກໄດ້ສຸມໃສ່ຫ້າຈຸດປະສົງເຊື່ອມຕໍ່ກັນ: ສະຖຽນລະພາບປະສິດທິພາບຂອງ plasticization, ຫຼຸດຜ່ອນຄວາມຕ້ານທານຂອງວັດສະດຸ, ເຮັດໃຫ້ຄວາມເຢັນໄວ, ຮັບປະກັນ synchronization ເຕັມເສັ້ນ, ແລະຫຼຸດຜ່ອນການ downtime - ທັງຫມົດໃນຂະນະທີ່ຮັກສາມາດຕະຖານຄຸນນະພາບຜະລິດຕະພັນທີ່ເຂັ້ມງວດ.

I. Formulation and Raw Material Pretreatment (Foundation for Smooth Extrusion)
1. ເພີ່ມປະສິດທິພາບການສ້າງສູດເພື່ອເສີມຂະຫຍາຍ flowability ແລະສະຖຽນລະພາບຄວາມຮ້ອນ
· ຕົວແທນ/ຕົວເຊື່ອມຕໍ່ທີ່ເຂົ້າກັນໄດ້: ເພີ່ມ PE/PP ທີ່ມີທາດ anhydride ຂອງຜູ້ຊາຍຢ່າງພຽງພໍ (ເຊັ່ນ: MAH-g-PE) ເພື່ອເພີ່ມການຍຶດຕິດຂອງຜົງ-ພລາສຕິກຂອງໄມ້, ດ້ວຍວິທີນີ້ຫຼຸດຜ່ອນການລວມຕົວ ແລະ ການລະລາຍຂອງກະດູກຫັກ.
· ລະບົບນໍ້າມັນ:
o ເຄື່ອງຫລໍ່ລື່ນພາຍໃນ (ເຊັ່ນ: ອາຊິດສະເຕອາຣິກ, ຂີ້ເຜີ້ງ PE) ຫຼຸດຜ່ອນຄວາມໜຽວຂອງລະລາຍ, ດັ່ງນັ້ນການຫຼຸດຄວາມຮ້ອນຂອງສະກູ ແລະ ການໂຫຼດໜ່ວຍຫຼັກ.
o ເຄື່ອງຫລໍ່ລື່ນພາຍນອກ (ເຊັ່ນ: paraffin, polyethylene wax) ຜຸພັງ): ຫຼຸດຜ່ອນຄວາມສຽດສີຂອງວັດສະດຸຕໍ່ກະບອກສູບ/ແມ່ພິມ ແລະ ຄວາມດັນຂອງ extrusion ຕ່ໍາ.
o ຈໍານວນການເພີ່ມທັງໝົດຄວນຖືກຄວບຄຸມພາຍໃນ 1%–3% ເພື່ອປ້ອງກັນການເລື່ອນພາຍນອກຫຼາຍເກີນໄປທີ່ອາດເຮັດໃຫ້ເກີດການແບ່ງຊັ້ນ ແລະຂໍ້ບົກພ່ອງຂອງພື້ນຜິວ.
· ການຕື່ມ ແລະ ຝຸ່ນໄມ້: ຄວາມຊຸ່ມຂອງຝຸ່ນໄມ້ຄວນໄດ້ຮັບການຄວບຄຸມໃຫ້ ≤3%, ມີຂະໜາດອະນຸພາກທີ່ເປັນເອກະພາບ (80–120 ຕາໜ່າງ); ຄວນເລືອກ activated calcium carbonate ເພື່ອຫຼຸດຜ່ອນການດູດຊຶມນ້ຳມັນ ແລະຄວາມໜຽວເພີ່ມຂຶ້ນ.
2. ການຜະສົມຜະສານ ແລະ ການເຮັດພລາສຕິກ (ທາງໜ້າ-ທ້າຍ)
· ການປະສົມຄວາມຮ້ອນດ້ວຍຄວາມໄວສູງ ປະສົມກັບເຄື່ອງປະສົມເຢັນ ຮັບປະກັນການປະສົມທີ່ເປັນເອກະພາບໂດຍບໍ່ມີເຂດຕາຍ, ປ້ອງກັນ "ວັດສະດຸຕາຍ" ຫຼືການລວມຕົວຂອງທ້ອງຖິ່ນ.
· ເມື່ອເປັນໄປໄດ້, ຂັ້ນຕອນການປັ່ນກ່ອນສາມາດຖືກລວມເຂົ້າກັນເພື່ອປະສົມວັດສະດຸທີ່ເປັນຝຸ່ນເປັນເມັດ, ຮັບປະກັນການໃຫ້ອາຫານທີ່ຄົງທີ່ກວ່າ, ການຜະລິດຢາງໄວຂຶ້ນ, ແລະຄວາມໄວຂອງສາຍເພີ່ມຂຶ້ນ 20% – 30%.

II. Extruder Host ແລະ Screw (ຫນ່ວຍພະລັງງານຫຼັກ)
1. ການເພີ່ມປະສິດທິພາບຂອງ Screw ແລະ Barrel
· ອັດຕາສ່ວນສູງ (L/D=40–48) ແລະສະກູຄູ່ຂະໜານທີ່ມີແຮງບິດສູງຖືກເລືອກເພື່ອເພີ່ມປະສິດທິພາບການຕັດ ແລະ ການປະສົມ, ເຮັດໃຫ້ພວກມັນເໝາະສຳລັບສູດ WPC ທີ່ມີບັນຈຸສູງ.
· ການຜະສົມ Screw: ເພີ່ມປະລິມານຂອງພາກສ່ວນລໍາລຽງ, ປັບປຸງຮູບແບບຂອງການຜະສົມຜະສານ/Shear block, ຫຼຸດຜ່ອນຄວາມຮ້ອນຂອງ shear ແລະປັບປຸງປະສິດທິພາບການລໍາລຽງພາຍໃຕ້ພື້ນຖານຂອງ plasticizing.
· ການໃຫ້ຄວາມຮ້ອນຖັງແມ່ພິມ: ໃຊ້ການຄວບຄຸມອຸນຫະພູມຄວາມແມ່ນຍໍາຂອງເຂດ (PID) ທີ່ມີການເໜັງຕີງຂອງອຸນຫະພູມ ≤± 1℃ ເພື່ອປ້ອງກັນການເກີດຄວາມຮ້ອນເກີນທີ່ຕັ້ງຢູ່ໃນທ້ອງຖິ່ນ ຫຼື ການຜະລິດພາດສະຕິກບໍ່ພຽງພໍ.
2. ຄວາມໄວແລະການໂຫຼດກົງກັນ (ສໍາຄັນກັບການເລັ່ງ)
· ຄວາມໄວຂອງມໍເຕີ: ຄ່ອຍໆເພີ່ມຄວາມໄວຂຶ້ນໃນຂະນະທີ່ຮັກສາ 70%-90% ຂອງແຮງບິດທີ່ຈັດອັນດັບ ແລະກະແສຄົງທີ່ (ລະບົບ PE/PP ສາມາດບັນລຸ 150-250 rpm).
· ການຊິ້ງຂໍ້ມູນການໃຫ້ອາຫານ: ເຄື່ອງປ້ອນນ້ຳໜັກຖືກນຳໃຊ້, ເຊິ່ງແມ່ນຕິດພັນກັບຄວາມໄວການໝຸນຂອງເຄື່ອງຈັກຫຼັກ ເພື່ອຮັບປະກັນອັດຕາການຕື່ມຂອງສະກູ 70%–90%, ປ້ອງກັນ “ການໝຸນວຽນບໍ່ເຄື່ອນໄຫວ” ຫຼືການໂຫຼດເກີນ.
· ລະບົບສູນຍາກາດ: ຮັກສາສູນຍາກາດສູງທີ່ໝັ້ນຄົງ (-0.08 ຫາ-0.09 MPa), ກໍາຈັດອາຍນໍ້າ ແລະ ອົງປະກອບທີ່ລະເຫີຍອອກທັນທີ, ຫຼຸດຜ່ອນຟອງ, ປັບປຸງຄຸນນະພາບຂອງພື້ນຜິວ, ແລະເພີ່ມຄວາມໄວໃນການປຸງແຕ່ງ.

III. Mold ແລະການຕັ້ງຄ່າ (ກໍານົດຄວາມໄວເສັ້ນສູງສຸດ)
1. ການອອກແບບແມ່ພິມແລະການເພີ່ມປະສິດທິພາບຊ່ອງທາງການໄຫຼ
· ປະເພດເຄື່ອງແຂວນ ແລະ ຫາງປາທີ່ປັບໃຫ້ເໝາະສົມດ້ວຍການຈຳລອງ CFD ມີຊ່ອງທາງການໄຫຼທີ່ລຽບ ແລະ ການກະຈາຍແຮງດັນທີ່ເປັນເອກະພາບ, ເຊິ່ງສາມາດຫຼີກລ່ຽງການຕິດວັດສະດຸ ແລະ ຄວາມຮ້ອນໃນພື້ນທີ່.
· ຊ່ອງຫວ່າງຂອງຕົວຕາຍແມ່ນສົມເຫດສົມຜົນ, ແລະອັດຕາສ່ວນການບີບອັດແມ່ນປານກາງ (3-5:1), ເຊິ່ງຊ່ວຍຫຼຸດຜ່ອນຄວາມກົດດັນຂອງການຫຼໍ່ຫຼອມ ແລະ ຄວາມຕ້ານທານການລະລາຍ.
· ການໃຫ້ຄວາມຮ້ອນຈາກແມ່ພິມ: ດ້ວຍການຄວບຄຸມອຸນຫະພູມແບບແບ່ງເຂດ ແລະ ພະລັງງານຄວາມຮ້ອນທີ່ພຽງພໍ, ອຸນຫະພູມຂອງການລະລາຍຢູ່ໃນຊ່ອງແມ່ພິມແມ່ນຮັບປະກັນຄວາມເປັນເອກະພາບ ແລະ ຄວາມຄ່ອງຕົວແມ່ນສອດຄ່ອງ.
2. ລະບົບ Calibration (ຄໍຂວດຫຼັກສໍາລັບການປັບປຸງຄວາມໄວ)
· ຕາຕະລາງການຕັ້ງຄ່າທີ່ຍືດຍາວ (ປົກກະຕິ 8–12m) ເພີ່ມພື້ນທີ່ເຮັດຄວາມເຢັນ ແລະເວລາຕິດຕໍ່.
· ທໍ່ລະບາຍຄວາມຮ້ອນ:
o ນ້ຳໄຫຼວຽນສູງ, ອຸນຫະພູມຕ່ຳ (15–25°C) ແມ່ນຖືກນຳໃຊ້ເພື່ອກະຈາຍຄວາມຮ້ອນຢ່າງໄວວາ ແລະ ເຮັດໃຫ້ເວລາການຕັ້ງຄ່າສັ້ນລົງ.
o ການສີດພົ່ນຫຼາຍຈຸດໃນແມ່ພິມ ແລະການດູດຊຶມສູນຍາກາດຮັບປະກັນວ່າໂປຣໄຟລ໌ຕິດຢູ່ກັບແມ່ພິມໄດ້ໄວ, ຮັກສາຄວາມໝັ້ນຄົງຂອງມິຕິ ແລະປ້ອງກັນການຜິດປົກກະຕິ.
· ຄວາມສະຖຽນຂອງສູນຍາກາດ: ຮັບປະກັນວ່າໂປຣໄຟລ໌ຈະຖືກດູດຊຶມຢ່າງເຕັມສ່ວນໃນແຜ່ນກອບດ້ວຍຄວາມເຢັນທີ່ເປັນເອກະພາບ, ເພີ່ມຄວາມໄວໃນການດຶງຂໍ້ມູນໄດ້ຢ່າງຫຼວງຫຼາຍ.
IV. ສ່ວນການດຶງ, ຄວາມເຢັນ, ແລະດ້ານຫຼັງ (ຊິງໂຄຣນັສຂ້າມເສັ້ນທັງໝົດ)
1. ລະບົບ Traction
· ເຄື່ອງດຶງຫຼາຍມ້ວນ, ມີຄວາມສຽດສີສູງຖືກຊິງໂຄໄນກັບຄວາມໄວເຄື່ອງຫຼັກໃນວົງປິດ (PID), ໂດຍມີການຜັນແປຂອງຄວາມໄວເສັ້ນ ≤±0.1m/min.
· ຄວາມໄວການດຶງການຈັບຄູ່ກັບອັດຕາ extrusion: ພາຍໃຕ້ການໃຫ້ເຫດຜົນຂອງການເຮັດໃຫ້ເຢັນຮູບຮ່າງ, ຄ່ອຍໆເພີ່ມ traction ເພື່ອບັນລຸ "ການ extrusion ຄວາມໄວສູງ + traction ຄວາມໄວສູງ".
2. ລະບົບເຮັດຄວາມເຢັນ (ຄວາມເຢັນຮອງ)
· ຂະຫຍາຍຖັງນໍ້າເຢັນແບບສີດພົ່ນອອກ (5–10 ແມັດ) ເພື່ອຮັບປະກັນຄວາມເຢັນຂອງໂປໄຟໄວກັບອຸນຫະພູມຫ້ອງຫຼັງຈາກອອກຈາກຕາຕະລາງກອບເປັນຈໍານວນ, ປ້ອງກັນການຜິດປົກກະຕິຕໍ່ມາຫຼືການຕັດບໍ່ດີ.
· ຕົວຊ່ວຍພັດລົມເຢັນ: ພື້ນຜິວບັງຄັບການລະບາຍອາກາດເພື່ອເພີ່ມປະສິດທິພາບຄວາມເຢັນ.
3. ການຕັດແລະ Palletizing (ຫຼຸດຜ່ອນການຢຸດເວລາ)
· ການຜະລິດແມ່ນຢ່າງຕໍ່ເນື່ອງໂດຍບໍ່ຢຸດ.
· ປັບແຕ່ງຕົວກໍານົດການຕັດເພື່ອຫຼຸດຮອຍແຕກ ແລະສິ່ງເສດເຫຼືອ, ແລະຫຼຸດຄວາມຖີ່ຂອງການປ່ຽນ ແລະທໍາຄວາມສະອາດເຄື່ອງມື.
· ການຈັດວາງ / stacking ອັດຕະໂນມັດ: ຫຼຸດຜ່ອນການແຊກແຊງດ້ວຍມື ແລະປັບປຸງປະສິດທິພາບການຜະລິດ.

V. ການຄວບຄຸມຂະບວນການ ແລະອັດສະລິຍະ (ຄວາມເລັ່ງຄົງທີ່)
· ການເພີ່ມປະສິດທິພາບເສັ້ນໂຄ້ງອຸນຫະພູມ:
o ຖັງ: ອຸນຫະພູມຕໍ່າໃນສ່ວນການໃຫ້ອາຫານ (ຕ້ານການເຊື່ອມ) → ຄ່ອຍໆໃຫ້ຄວາມຮ້ອນໃນສ່ວນຢາງປຼາສະຕິກ → ອຸນຫະພູມຄົງທີ່ໃນສ່ວນປະສົມ → ສູງຂຶ້ນເລັກນ້ອຍໃນຫົວຕາຍ (ເພື່ອຮັກສາຄວາມຄ່ອງຕົວ).
o ຫຼີກເວັ້ນຮູບແບບ "ດ້ານໜ້າຕ່ຳ, ຫຼັງສູງ" ເພື່ອປ້ອງກັນການເກີດພລາສຕິກທີ່ບໍ່ພຽງພໍ ແລະ ແຮງດັນ.
· ການຕິດຕາມຄວາມກົດດັນ:
ຮັກສາຄວາມກົດດັນຫົວຕາຍພາຍໃນຂອບເຂດທີ່ສົມເຫດສົມຜົນ (ເຊັ່ນ: 10–18 MPa). ຖ້າມີການເຫນັງຕີງຂອງຄວາມກົດດັນທີ່ສໍາຄັນ, ຫຼຸດຜ່ອນຄວາມໄວຫຼືທົບທວນການສ້າງຕັ້ງ / mold.
· ການຄວບຄຸມລະບົບປະສົມປະສານ:
PLC ຄຸ້ມຄອງອົງປະກອບທັງຫມົດລວມທັງເຈົ້າພາບ, ການໃຫ້ອາຫານ, ສູນຍາກາດ, traction, ຄວາມເຢັນ, ແລະການຕັດດ້ວຍການສໍາພັດຫນຶ່ງຄັ້ງເລີ່ມຕົ້ນ / ຢຸດແລະການປັບຕົວກໍານົດເວລາທີ່ແທ້ຈິງ.
· ການກວດກາອອນໄລນ໌:
ການວັດແທກເສັ້ນຜ່າສູນກາງ laser, ຄໍາຄຶດຄໍາເຫັນໃນເວລາທີ່ແທ້ຈິງຂອງຄວາມຫນາ / ຄວາມກວ້າງຂວາງ, ການປັບປັບອັດຕະໂນມັດຂອງ traction / ອຸນຫະພູມ, ການຫຼຸດຜ່ອນການຂູດແລະ downtime ສໍາລັບການປັບ.

ສະຫຼຸບ
ເພື່ອບັນລຸການເພີ່ມປະສິດທິພາບທີ່ສົມບູນແບບ, ການປັບປຸງຕ້ອງກວມເອົາຫຼາຍຂົງເຂດທີ່ສໍາຄັນ: ສູດແລະວັດຖຸດິບ pretreatment, extrusion main machine and screw configuration, mold and shaping system, traction cooling and downstream process, as well as the process control and intelligent management systems. ຫນ້າທໍາອິດ, ການເພີ່ມປະສິດທິພາບຂອງສູດວັດສະດຸເພື່ອເພີ່ມຄວາມຄ່ອງຕົວແລະຄວາມຫມັ້ນຄົງຂອງຄວາມຮ້ອນ - ສົມທົບກັບການຜະສົມຜະສານທີ່ຊັດເຈນແລະການເຮັດພາດສະຕິກກ່ອນ - ສ້າງພື້ນຖານພື້ນຖານສໍາລັບການຫລອມໂລຫະ. ອັນທີສອງ, ການຍົກລະດັບການປະກອບ screw-barrel ໃນຂະນະທີ່ຮັບປະກັນການຈັບຄູ່ການໂຫຼດຄວາມໄວທີ່ດີທີ່ສຸດແມ່ນເປັນຕົວຂັບເຄື່ອນທີ່ສໍາຄັນສໍາລັບການເພີ່ມປະສິດທິພາບຄວາມໄວ. ອັນທີສາມ, ການອອກແບບ mold sophisticated, ການເພີ່ມປະສິດທິພາບຊ່ອງທາງການໄຫຼ, ແລະການປັບປຸງຕາຕະລາງສູນຍາກາດເຮັດຫນ້າທີ່ເປັນຕົວຊ່ວຍສໍາຄັນສໍາລັບການເພີ່ມຄວາມໄວຂອງສາຍ. ນອກຈາກນັ້ນ, ການເພີ່ມປະສິດທິພາບຂອງຂະບວນການລົງລຸ່ມ - ກວມເອົາລະບົບ traction, ສາຍເຢັນ, ແລະອັດຕະໂນມັດການຕັດ / palletizing - ອໍານວຍຄວາມສະດວກ synchronization ເຕັມເສັ້ນແລະຫຼຸດຜ່ອນການຢຸດການຜະລິດ. ສຸດທ້າຍ, ການຄວບຄຸມຂະບວນການທີ່ກ້າວຫນ້າແລະເຕັກໂນໂລຢີອັດສະລິຍະຮັບປະກັນການຜະລິດທີ່ຫມັ້ນຄົງ, ສອດຄ່ອງ, ດັ່ງນັ້ນຈຶ່ງເຮັດໃຫ້ການປັບປຸງຄວາມໄວທີ່ຍືນຍົງໂດຍບໍ່ມີການປະນີປະນອມຄຸນນະພາບຂອງຜະລິດຕະພັນ.
ຂ່າວທີ່ກ່ຽວຂ້ອງ
- ການແກ້ໄຂສໍາລັບບັນຫາການຜະລິດ WPC Extruder
- ວັດສະດຸໃດທີ່ສາມາດຖືກນໍາໃຊ້ໃນເຄື່ອງ Yongte WPC?
- ສາຍການຜະລິດສິ່ງທໍລີໄຊເຄີນສິ່ງເສດເຫຼືອໄດ້ຮັບການທົດສອບສົບຜົນສໍາເລັດ
- Indoor WPC vs Outdoor WPC ການປຽບທຽບ
- ປະກາດການຍອມຮັບການທົດລອງສໍາລັບສິ່ງເສດເຫຼືອຂອງເຄື່ອງນຸ່ງຫົ່ມ Recycling ແລະອຸປະກອນໂຄງການ Reutilization
- ການແກ້ໄຂຖົງຊີມັງ Yongte: ປ່ຽນສິ່ງເສດເຫຼືອເປັນກະທູ້ຮົ້ວພາດສະຕິກຄຸນນະພາບສູງ
ຝາກຂໍ້ຄວາມໃຫ້ຂ້ອຍ











